หมวดหมู่
ภาษาไทย
|
dissatisfaction กับผลการหล่อมักจะแจ้งให้เราคิดใหม่เวิร์กโฟลว์ของเราและปรับปรุงวิธีการตัดเฉือนดั้งเดิมของเรา ชุดของการทดสอบการหล่อที่ดำเนินการในบทความนี้เป็นผลมาจากความจริงที่ว่าเมื่อ Pontic ขนาดใหญ่เป็นพิเศษถูกหล่อโดยใช้โลหะผสม Remaniumstar แม้ว่าพื้นผิวของมงกุฎแต่ละตัวจะราบรื่น แต่ส่วนใหญ่ของยูนิต Pontic นั้นหยาบกร้าน โลหะผสมที่ร้อนเกินไปไม่สามารถใช้ระหว่างการหล่อสำหรับสะพานคงที่ขนาดใหญ่ การออกแบบและการจัดวางของศัตรูที่ใช้วิธีการแบบดั้งเดิม: รูปแบบที่มีขนาดเส้นผ่าศูนย์กลาง 3 มม. ใช้สำหรับมงกุฎมีขนาด 3.5 มม. ใช้สำหรับสะพานและ 5 มม. ใช้เป็นรูปลักษณ์ขวางตามขวางเพื่อเชื่อมต่อย่อย-sprues เหล่านี้ . เส้นผ่าศูนย์กลางของกระดูกอ่อนหลักคือ 4mm ในรายการต่อไปนี้มันจะอธิบายในรายละเอียดวิธีการและขั้นตอนที่ใช้ในการรับพื้นผิวที่เรียบและสม่ำเสมอของการหล่อ
preparation สำหรับการทดสอบการหล่อ
เบื้องต้นเบื้องต้นสำหรับการหล่อที่ราบรื่น พื้นผิวคือการใช้วัสดุฝังตัว-grased เช่น Remacc สำหรับเทคโนโลยีมงกุฎและสะพาน ในการทดสอบการหล่อเริ่มต้นแท่งขี้ผึ้งหนามีขนาดประมาณ 60 มม. สูง 9 มม. สูงและกว้าง 3 มม. คือ SELECt ed ซึ่งคล้ายกับโครงสร้างก้านตัดบนรากเทียม วัตถุประสงค์อีกประการหนึ่งของการทดสอบคือการใช้สะพานคงที่ขนาดใหญ่โดยไม่ต้องมีฟันผุเช่นที่ใช้ในพื้นที่กราม
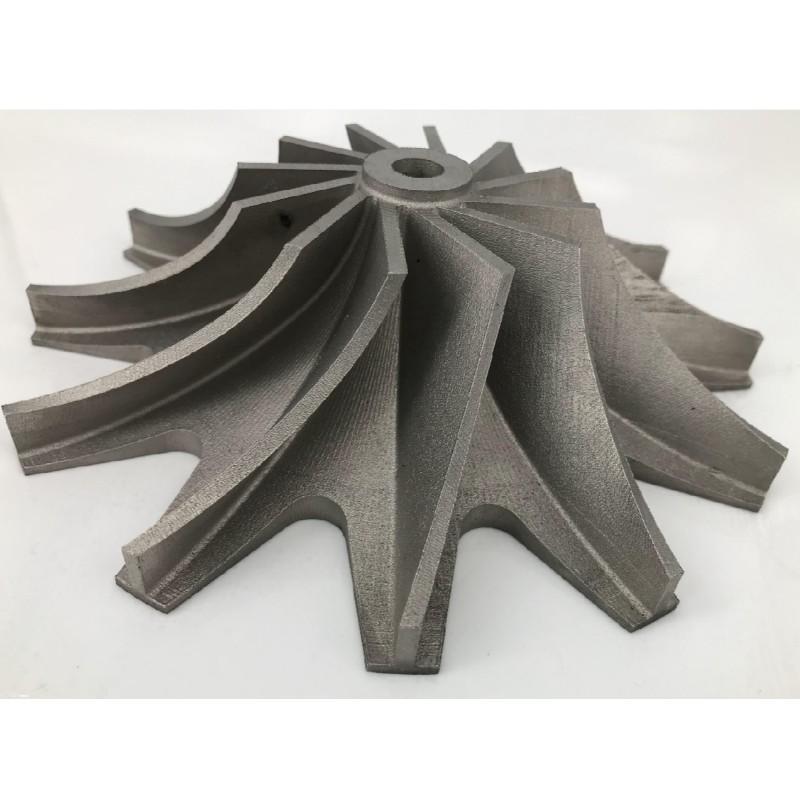
figure 1: การทดสอบ cast"rod"ที่มีพื้นผิวหยาบและอุ่นที่ 950 ° C

figure 2: การทดสอบ cast"rod"ที่มีพื้นผิวเรียบและอุ่นที่ 800 ° C

figure 3: การทดสอบการหล่อ"ROD"กับ SPRUE แทรก

การหล่อ"TEST"RODS
-figure 1 แสดงการทดสอบการหล่อครั้งแรก พื้นผิวของการหล่อถูกปกคลุมด้วยฟองอากาศที่ดีซึ่งเป็นความเสียหายที่เกิดจากการฝังวัสดุไปยังพื้นผิวของการหล่อในการฝังโพรง โลหะผสม Remaniumstar 60G ถูกนำมาใช้ในการหล่อทั้งหมดซึ่งสอดคล้องกับน้ำหนักของโลหะผสมโลหะมีค่าประมาณ 140 กรัม การออกแบบรูปแบบต่าง ๆ และวิธีการจัดวางถูกลองในระหว่างกระบวนการหล่อ ที่จุดเริ่มต้นของการทดสอบอุณหภูมิที่เปิดตาของการหล่อถูกตั้งค่าที่ 950 ° C เครื่องหล่อแบบแรงเหวี่ยงสูงfrequency ใช้ในกระบวนการหล่อแน่นอนเครื่องหล่อความดันสูญญากาศสามารถใช้ได้ การใช้ท่อไอเสียที่มีขนาดเส้นผ่าศูนย์กลาง 1.2 มม. และการสังเกตภายใต้สภาพการอุ่นค่อนข้างต่ำของเตามูฟูไกลแค่ไหนโลหะผสมละลายสามารถโยนออกไปได้โดยใช้ปริมณฑลที่ดีภายใต้การกระทำของแรงเหวี่ยงของแรงเหวี่ยง อุณหภูมิอุ่นลดลงอย่างต่อเนื่อง 50 ° C ในการทดสอบการหล่อแต่ละครั้งต่อไป ตัดสินโดยความราบรื่นของพื้นผิวการหล่อและการก่อตัวของฟันผุการหดตัวพบว่าผลลัพธ์การหล่อที่ดีที่สุดที่ผลิตในอุณหภูมิที่อุ่น 800 ° C (รูปที่ 2) แม้ว่าอุณหภูมิของเตาจะถูกตั้งค่าที่ 850 ° C พื้นผิวของการหล่อจะยังคงคร่ำครวญเล็กน้อยภายใต้เงื่อนไขของการใช้น้ำหนักของโลหะผสมเดียวกัน การจัดวางของป้อมปราการใช้วิธีการหล่อสะพาน ทำไมการออกแบบนี้จึงจำเป็นต้องอธิบายเพิ่มเติมในบทความต่อมา รูปแบบการหล่อใช้รูปร่างของแท่งขี้ผึ้งที่ 4 ศตรัสที่มีเส้นผ่านศูนย์กลาง 3.5 มม. ถูกวางไว้โดยตรง ห้อยตามขวาง 5 มม. ถูกวางไว้ 10 มม. จากการหล่อเป็นอ่างเก็บน้ำทองคำและเชื่อมต่อกับฝืดหลัก (รูปที่ 3)
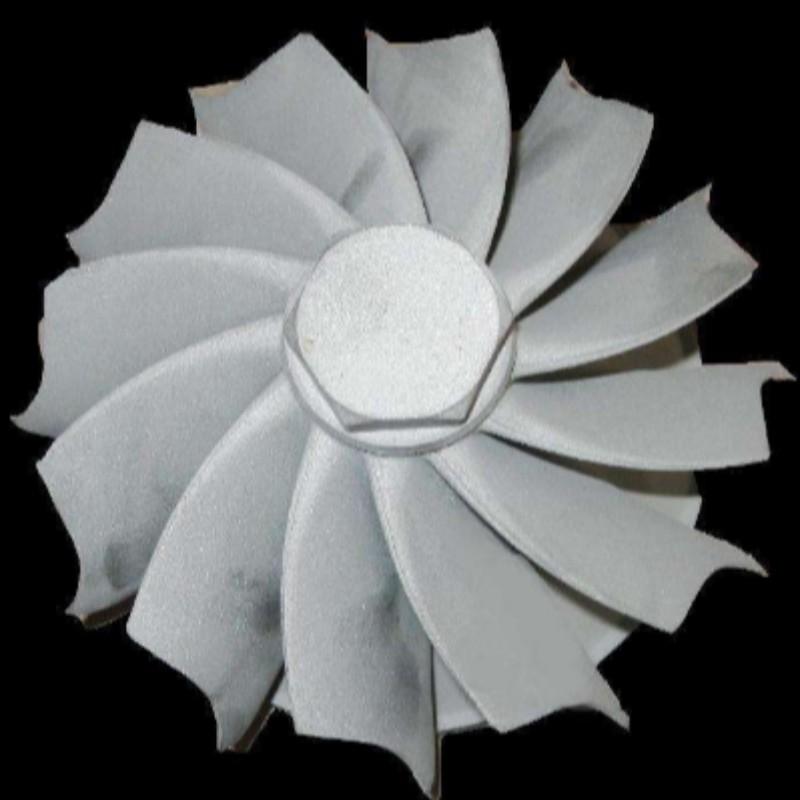
figure 4: สะพานหล่อที่มีการหดตัวดูดที่สำคัญแม้จะใช้อ่างเก็บน้ำทองคำที่สำคัญ อุ่นที่ 950 ° C

fig 5: สะพานหล่อเปลี่ยนตำแหน่งของอ่างเก็บน้ำทองการหายตัวไปของฟันผุการดูดดูดอุณหภูมิอุ่น 800 ° C.

"".nbridge
-figure 4 แสดงให้เห็นถึงการใช้เส้นขุขวางเส้นผ่าศูนย์กลาง 5 มม. เชื่อมต่อกับรูปแบบ 3.5 มม. ในระยะ 2.5 มม. จากสะพาน แม้จะมีการใช้อุณหภูมิอุ่น 950 ° C ความขรุขระของพื้นผิวสะพานไม่เด่นชัดเหมือนของแท่งหล่อ แน่นอนว่าปริมาณของโลหะหล่อ 9G ที่ใช้อยู่นั้นน้อยกว่าปริมาณของแท่งหล่อทดสอบ จุดที่ไม่พึงประสงค์คือความคืบหน้าการดูดที่สำคัญเกิดขึ้นแม้จะใช้อ่างเก็บน้ำทองคำ จากผลการทดสอบการหล่อก่อนหน้านี้ตำแหน่งของเทพวงศ์เนื่องจากสระว่ายน้ำเก็บทองตั้งอยู่ที่ 10 มม. จากร่างกายสะพานและเชื่อมต่อกับปศุสัตว์หลัก ข้ามsection ของนักวิ่งหลังจากการหล่อ (รูปที่ 5) แสดงให้เห็นว่าฟังก์ชั่นของอ่างเก็บน้ำทองคำใช้งานได้ดีโดยใช้วิธีนี้ เมื่ออุณหภูมิอุ่นตั้งอยู่ที่ 800 ℃พื้นผิวของสะพานยังให้ผลการหล่อที่ดีที่สุด รูปแบบที่มีขนาดเส้นผ่าศูนย์กลาง 3.5 มม. ถูกชี้นำโดยตรงเพื่อให้แน่ใจว่าโลหะผสมละลายสามารถฉีดเข้าไปในแม่พิมพ์ได้อย่างรวดเร็ว ในกรณีที่ไม่มีปศุสัตว์แยกต่างหากก็สามารถมั่นใจได้ว่าการละลายที่ฉีดจะไม่ก่อให้เกิดความปั่นป่วนมากขึ้นในแม่พิมพ์
""castingfixed bridge
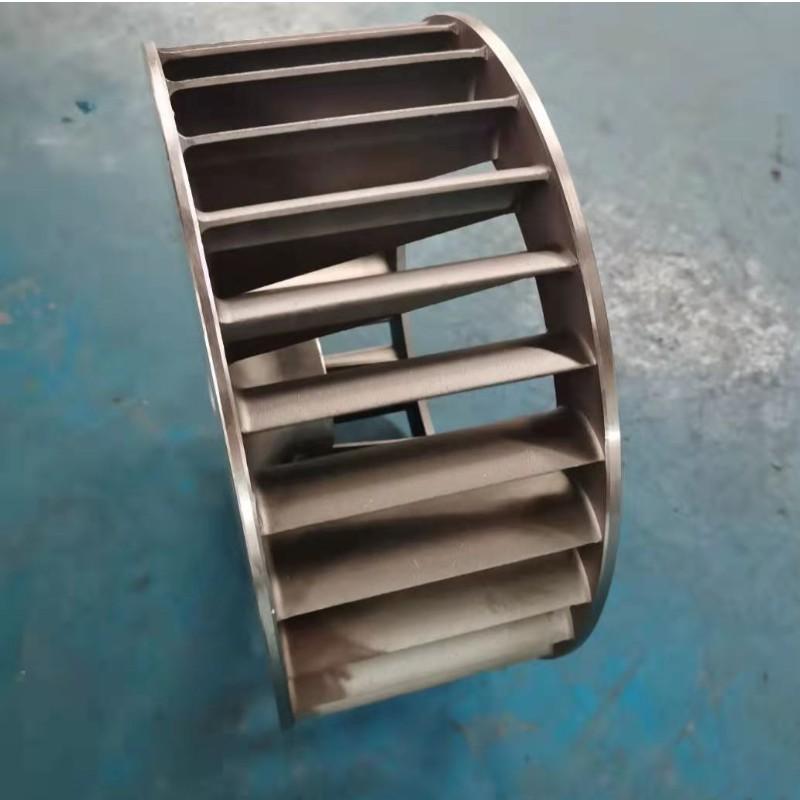
n--นอกเหนือไปจากพื้นผิวที่ได้รับการปรับปรุงของการหล่อ (รูปที่ 6) มันแสดงให้เห็นว่าภายใต้เงื่อนไขการหล่อที่กำหนดแม้ว่าอุณหภูมิที่เปิดตาจะลดลงเหลือ 800 ° C ซึ่งเป็นโลหะผสมหล่อละลาย ฉีดไปที่ขอบของขอบมงกุฎและขอบคมจะถูกสร้างขึ้น (รูปที่ 7) การก่อตัวของขอบมงกุฎโค้งมนระบุว่าโลหะผสมละลายแข็งตัวเร็วเกินไป รูปที่ 8 แสดงให้เห็นว่าเมื่อทำการหล่อสะพาน 13-unit คงที่ไม่จำเป็นต้องวางป่วงในแต่ละหน่วยบริดจ์ Sprue 3.5mm สามารถวางได้ระหว่างครอบฟันที่อยู่ติดกันและสะพาน จากประสบการณ์ของการทดสอบก่อนหน้าเทพเจ้าเนื่องจากอ่างเก็บน้ำทองคำควรจะถูกวางตาม (รูปที่ 9) วิธีนี้อำนวยความสะดวกในการแยกสัดส่วนหลังจากการหล่อและลดความเสี่ยงของการเจาะมงกุฎในระหว่างการแยกและบด เมื่อเทียบกับโลหะผสมโลหะมีค่าสูญเสียการบดที่เกิดขึ้นเมื่อการตัดเฉือนโคบอลต์chromium โลหะผสมนั้นเล็กน้อยเล็กน้อย แน่นอนนอกจากนี้ยังมีข้อเสียของการใช้ฝงตรงใน Long
Span Bridges คงที่นั่นคือรูปแบบของขี้ผึ้งไม่เสถียรเหมือนกับการเพิ่มของสามัคคีในแนวนอนเมื่อมันถูกลบออก แต่แม้จะมีสิ่งนี้พอดีของการหล่อ ยังคงแม่นยำมาก (รูปที่ 10)
โทรศัพท์ บริษัท: +86 021-5995 8756
E-mail: ติดต่อเรา
โทรศัพท์มือถือ: +86 17717022732
เว็บไซต์: condlycasting.daiinfo.com
ที่อยู่: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 เข้าสู่ระบบผู้ใช้
เข้าสู่ระบบผู้ใช้